내가 사용할 레진의 적정 노광시간을 알아내는 방법!

나무소리
레진3D프린팅
18
10997
7
2020.10.27 13:03
안녕하세요!
제론의 나무소리입니다.
오늘은 수도없이 받은 그 질문!
"저기요...제가 XXX프린터를 사용 중인데요. 하픽스를 구매할 까 하는데 적정 노광시간 좀 알려주세요."
"하픽스가 XXXX XX프린터에서 노광시간 설정을 얼마로 해야 해요?"
"픽셀에서 다른 레진을 사용할 수 있나요?"
등에 대한 내용으로 이야기를 좀 해볼까 합니다.
(이야기에 앞서...가입과 댓글은 필수! 아시죠? ^^)
기본적으로 어느 회사의 프린터이든 간에 현재 출시 되고 있는 거의 대부분의 프린터는 출고 전에 UV 광량 값을 측정하고 일정 기준치로 맞춰서 출고하는 업체가 거의 없습니다. 저희 빼고는요;;;;
아시다시피 저희가 대만제 브랜드의 대리점으로 1년간 활동을 했었고 그 외에도 잘 아실만한 브랜드의 장비를 입고해서 파워 측정을 여러번 해봤습니다만!
아쉽게도... 장비 마다 모두 다릅니다. 한대도 빠짐없이 모두 다르고.... 게다가 그 다른 폭이 2배까지도 차이가 납니다.
저희 픽셀도 5%정도의 오차는 있어요.
그! 래! 서! 결국은 사용자가 자기 장비에 맞는 적정 노광시간을 설정할 줄 알아야 합니다.
이는 하비유저들의 장비든 산업용 장비든 전 솔직히 다르지 않다고 봅니다.
그래서 가장 기본적인 노광시간을 설정하는 방법을 설명해드리겠습니다. (좀 더 심오해지면 이 글이 언제 끝날지 모릅니다.... 책 쓰게 됩니다;;;;)
여러 가지 방법이 있지만 이 방법은 레진의 소모량이 상당히 적습니다. 해보시면 왜 그런지 이해되실 겁니다.
첨부파일에 테스트 파일을 넣어 두었습니다. 일단 상단의 첨부파일을 다운 받으시고요.

치투박스등의 슬라이서 프로그램에서 열으셔서 원하는 만큼 배치해줍니다.
본인 프린터의 광분포가 좋지 않다고 생각된다면 적당히 외곽에도 배치해줍니다. 너무 많이 넣을 필요없어요.
화면을 9분할 한다면 9개 되겠지요?
그리고 노광시간을 좀 여유있게 주고 시작합니다.
(임의의 시간으로 시작하셔도 됩니다. 이유는 아래에 설명하겠습니다.)
그리고 출력을 거는 것이지요. 출력을 걸고나서 형상이 이렇게 나와야 합니다.
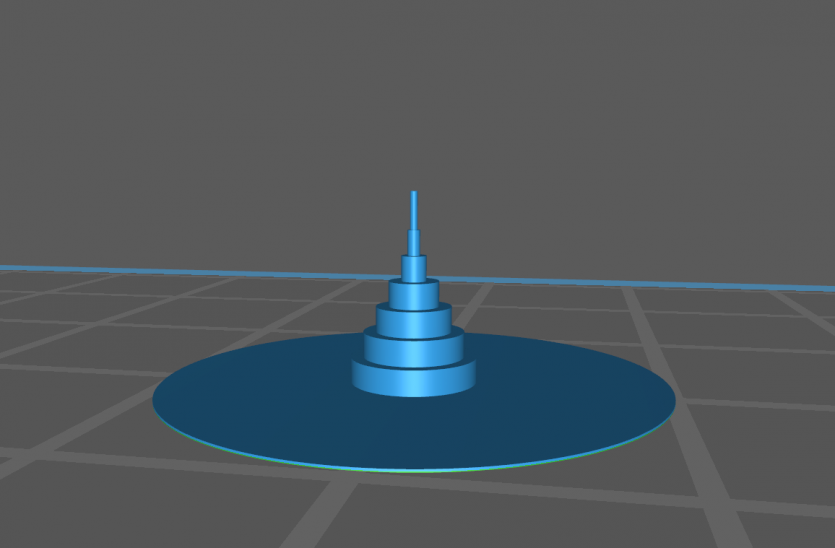
바닥 라프트의 사이즈 20파이로 시작해서
5파이 1mm
4파이 1mm
3파이 1mm
2파이 1mm
1파이 1mm
0.5파이 1mm
0.3파이 1mm
이렇게 7층으로 이뤄져 있습니다.
출력물이 어떻게 나왔는지를 보면 우리가 시간을 늘려야 할지 줄여야할 지를 알 수가 있습니다.
예를 들어...어떤 장비에서 4초의 노광시간으로 출력을 했더니 1파이까지만 나왔다고 가정해보죠.
그렇다면 0.5파이와 0.3파이가 안나온 것은 더 좁은 면적이기 때문에 반응성이 부족해서 출력되지 않은 것입니다.
레진은 면적에 따라 반응성이 비례합니다. 물론 무한정 비례하는 것은 아니지만 작은 사이즈로 갈수록 그렇습니다.
면적이 줄어들수록 반응성이 부족하고 그럴 수록 노광시간이 더 필요한 것이죠.
그렇다면 왜 임의의 시간으로 테스트를 해도 상관이 없는 걸까요?
예를 들어 노광시간을 2초로 (매우 용감하게) 시작했다고 가정합시다. 장비의 광량이 매우 작아서 2파이 이후로는 뭉게지듯이 나오거나 나오지 않았다면
시간을 늘리면 되는 겁니다. 반면에 모두 나왔다면 줄여볼 필요가 있는거죠.
최종 사이즈가 0.3파이 인 이유는 없습니다. 만약 본인이 0.3파이 서포터가 필요가 없다면 0.5만 나와도 상관없다면 거기서 멈춰도 상관이 없는 겁니다.
다만. 그렇게 했을 경우 0.3파이 사이즈에 해당하는 디테일들을 놓치게 되는 것은 불보듯 뻔한 결과입니다. 디텔이 작으면 작을 수록 놓치게 되겠죠?
이렇게 해서 몇차례~수차례 출력 테스트를 하시면 원하시는 노광값을 얻을 수 있습니다.
노광시간에 대해서 제조사에 물어본다든가 주변에 같은 기종을 쓰는 누군가에게 물어보는 것은 어느정도 참고는 되겠지만 자기 장비에는 맞지 않는 값인 경우가 대부분이에요.
모두들 귀찮아 하지 마시고 노광값을 잡아봅시다!
제론의 나무소리입니다.
오늘은 수도없이 받은 그 질문!
"저기요...제가 XXX프린터를 사용 중인데요. 하픽스를 구매할 까 하는데 적정 노광시간 좀 알려주세요."
"하픽스가 XXXX XX프린터에서 노광시간 설정을 얼마로 해야 해요?"
"픽셀에서 다른 레진을 사용할 수 있나요?"
등에 대한 내용으로 이야기를 좀 해볼까 합니다.
(이야기에 앞서...가입과 댓글은 필수! 아시죠? ^^)
기본적으로 어느 회사의 프린터이든 간에 현재 출시 되고 있는 거의 대부분의 프린터는 출고 전에 UV 광량 값을 측정하고 일정 기준치로 맞춰서 출고하는 업체가 거의 없습니다. 저희 빼고는요;;;;
아시다시피 저희가 대만제 브랜드의 대리점으로 1년간 활동을 했었고 그 외에도 잘 아실만한 브랜드의 장비를 입고해서 파워 측정을 여러번 해봤습니다만!
아쉽게도... 장비 마다 모두 다릅니다. 한대도 빠짐없이 모두 다르고.... 게다가 그 다른 폭이 2배까지도 차이가 납니다.
저희 픽셀도 5%정도의 오차는 있어요.
그! 래! 서! 결국은 사용자가 자기 장비에 맞는 적정 노광시간을 설정할 줄 알아야 합니다.
이는 하비유저들의 장비든 산업용 장비든 전 솔직히 다르지 않다고 봅니다.
그래서 가장 기본적인 노광시간을 설정하는 방법을 설명해드리겠습니다. (좀 더 심오해지면 이 글이 언제 끝날지 모릅니다.... 책 쓰게 됩니다;;;;)
여러 가지 방법이 있지만 이 방법은 레진의 소모량이 상당히 적습니다. 해보시면 왜 그런지 이해되실 겁니다.
첨부파일에 테스트 파일을 넣어 두었습니다. 일단 상단의 첨부파일을 다운 받으시고요.

치투박스등의 슬라이서 프로그램에서 열으셔서 원하는 만큼 배치해줍니다.
본인 프린터의 광분포가 좋지 않다고 생각된다면 적당히 외곽에도 배치해줍니다. 너무 많이 넣을 필요없어요.
화면을 9분할 한다면 9개 되겠지요?
그리고 노광시간을 좀 여유있게 주고 시작합니다.
(임의의 시간으로 시작하셔도 됩니다. 이유는 아래에 설명하겠습니다.)
그리고 출력을 거는 것이지요. 출력을 걸고나서 형상이 이렇게 나와야 합니다.

바닥 라프트의 사이즈 20파이로 시작해서
5파이 1mm
4파이 1mm
3파이 1mm
2파이 1mm
1파이 1mm
0.5파이 1mm
0.3파이 1mm
이렇게 7층으로 이뤄져 있습니다.
출력물이 어떻게 나왔는지를 보면 우리가 시간을 늘려야 할지 줄여야할 지를 알 수가 있습니다.
예를 들어...어떤 장비에서 4초의 노광시간으로 출력을 했더니 1파이까지만 나왔다고 가정해보죠.
그렇다면 0.5파이와 0.3파이가 안나온 것은 더 좁은 면적이기 때문에 반응성이 부족해서 출력되지 않은 것입니다.
레진은 면적에 따라 반응성이 비례합니다. 물론 무한정 비례하는 것은 아니지만 작은 사이즈로 갈수록 그렇습니다.
면적이 줄어들수록 반응성이 부족하고 그럴 수록 노광시간이 더 필요한 것이죠.
그렇다면 왜 임의의 시간으로 테스트를 해도 상관이 없는 걸까요?
예를 들어 노광시간을 2초로 (매우 용감하게) 시작했다고 가정합시다. 장비의 광량이 매우 작아서 2파이 이후로는 뭉게지듯이 나오거나 나오지 않았다면
시간을 늘리면 되는 겁니다. 반면에 모두 나왔다면 줄여볼 필요가 있는거죠.
최종 사이즈가 0.3파이 인 이유는 없습니다. 만약 본인이 0.3파이 서포터가 필요가 없다면 0.5만 나와도 상관없다면 거기서 멈춰도 상관이 없는 겁니다.
다만. 그렇게 했을 경우 0.3파이 사이즈에 해당하는 디테일들을 놓치게 되는 것은 불보듯 뻔한 결과입니다. 디텔이 작으면 작을 수록 놓치게 되겠죠?
이렇게 해서 몇차례~수차례 출력 테스트를 하시면 원하시는 노광값을 얻을 수 있습니다.
노광시간에 대해서 제조사에 물어본다든가 주변에 같은 기종을 쓰는 누군가에게 물어보는 것은 어느정도 참고는 되겠지만 자기 장비에는 맞지 않는 값인 경우가 대부분이에요.
모두들 귀찮아 하지 마시고 노광값을 잡아봅시다!





